KNサドル製作現場
KN社はオーストリアに拠点を構え、ヨーロッパ中に多くのファンを持つサドルメーカーであり、そのクォリティーは高い評価を得ています。
それは『スペイン乗馬学校』の専属馬具メーカーであることが、物語っています。
KN社の店舗で、雑貨店を開いていました。
店舗の2階奥に鞍本体を組み立てる工場があり、鞍骨と革を形にする工場は車で10分前後の場所にありました。



鞍骨とニーブロックの作業工程

各鞍の鞍骨の型です。
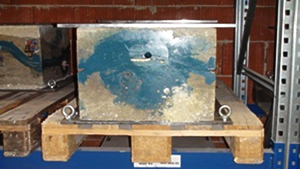
鞍骨の型は石でできています。

鞍骨内に入る鉄型です。

ちょっと分かりづらいですが鞍骨を作る装置です。

装置に鞍骨の型を取りつけます。

型を取り付けた状態です。

型を寝かし、小さな穴から樹脂を流し込み栓で止めます。
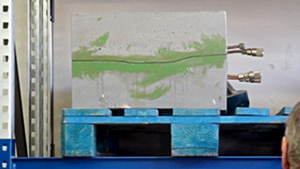
樹脂を入れ、型の内部をお湯で温め樹脂が膨らみ鞍骨の型となる様です。

石の型を開けるとこのように鞍骨の形となっています。

ニーブロックを作る機械です。

ニーブロックを作る型です。
れらの工作機械は、機械工学科を卒業している息子さんが設計図を引いて製作したKN社オリジナルの機械だそうです。

鞍骨のベースが仕上がった状態です。この前に、出来上がった鞍骨を磨く工程があります。左の鞍骨はビクトリア、右の鞍骨はシンフォニーです。見ての通り後橋の形状に違いがあります。

鞍骨にパットを張り合わせた状態です。左がビクトリア、右がシンフォニーです。ビクトリアの方がパットが厚くなっています。

完成した鞍骨
(パットを付ける前の鞍骨)

完成した鞍骨
革を各パーツに型抜き

各鞍の種類に合わせた革をパーツごとに型抜きする金型です。

台の上に革をひき、その上に金属の金型をのせます。
上からプレスして革をカットします。
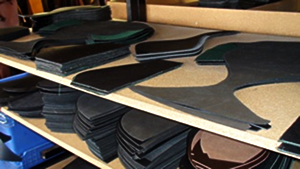
パーツごとに出来上がった状態です。
パーツを縫いあわせて完成へ
店舗2階奥にある工房で、工場で作成したパーツを手縫いやミシンで縫う作業に入り、鞍を完成させます。
1背完成させるのに、18時間かかるとの事です。1人前の職人になるには、5年かかるそうです。

机の下にあるブルーのボックスに、鞍の各パーツがまとめられています。


社長みずから、コンプレッサーのミシンで縫う所を見せて頂きました。非常にパワフルで、5mm前後の厚手の革も簡単に縫う事ができます。

厚手の革を薄くカットする機械です。

下から通すと薄くカットされます。

ニーブロックに接着剤を吹き付けています。

ニーブロックに張る革の裏側にも接着剤を吹き付けます。

ニーブロックに革を貼り付けました。

鞍骨に、シート部分の革をはりつけます。見ての通り、かなり力仕事となります。後橋部分からコンプレッサーのガンで、小さな鎹(かすがい)を打ちつけ、前橋部分の貼り付けをペンチのような道具で革を引っ張り、鎹を打ちつけます。

あおり革の下の刻印を打つ機械です。鞍の名前やサイズ、製造Noを刻印します。

最終段階の手縫い作業です。これもかなり力が必要です。

革に穴をあけ、太めの針と糸で縫います。


完成された鞍の倉庫です。年間1,800背ほど生産されるそうです。
いろいろなサドル

KN社では、横乗り用の鞍も作っているそうです。

社長さんが、職人さんを横乗り用の鞍に乗せて見せてくれました。

ウィーンにあるスペイン乗馬学校用の鞍も作っているそうです。

エキシビジョン用の白い鞍です。

100年ほど前に、ロシアから馬でこの地に来た時の馬具だそうです。